钛及钛合金真空熔炼技术研究进展
钛合金由于高的比强度,良好的耐热性与耐蚀性,而在航空航天、兵器、汽车工业等领域得到广泛应用,近年来,世界各国都在积极研究开发各种高效低耗能的钛合金制备工艺,作为钛合金型材加工的起始环节,熔炼工艺的合理与否对材料的综合力学性能起重要作用,其研究意义是重大的。
钛及钛合金是一种高化学活性金属,它极易与空气中的氧与氮等元素结合生成化合物而使材料变脆,因此,对于钛合金的熔炼一般是在真空或惰性气氛中进行。目前,钛及钛合金熔炼工艺工艺主要分为两类 :真空自耗和真空非自耗熔炼。其中,真空自耗熔炼主要由真空自耗电弧熔炼 (VAR)、电渣熔炼和真空凝壳炉熔炼构成,而真空非自耗熔炼主要包括真空非自耗电弧熔炼,冷坩埚感应熔炼和冷床炉熔炼。
随着凝固理论的日益完善和计算机技术的发展,钛及钛合金的熔炼技术不断发展。本文主要介绍真空自耗电弧熔炼和电子束冷床熔炼这两种生产上应用极为广泛的熔炼技术, 并对他们的发展做以展望。
1 真空自耗电弧熔炼技术及发展
1.1 真空自耗电弧熔炼的原理与特点
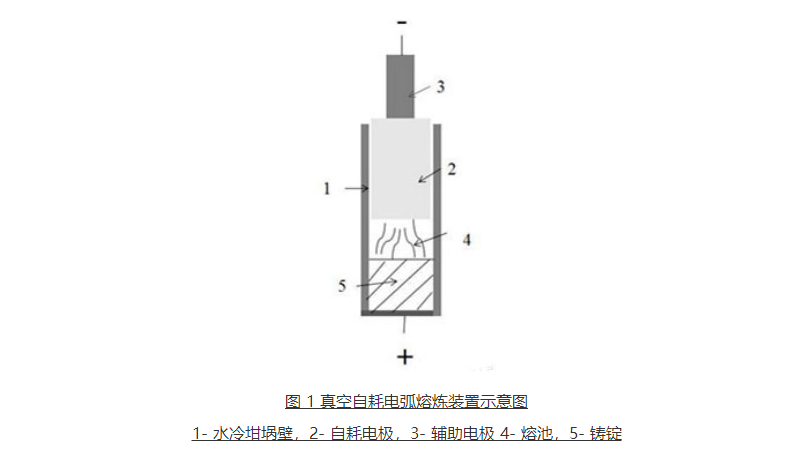
真空自耗电弧熔炼的简易装置如下图 1 所示。熔炼过程中,自耗电极和水冷坩埚分别连接电源的负极和正极,在一定的电压下,位于自耗电极和水冷坩埚之间的稀薄气体被激发产生释放出热电子且在两极之间电弧,紧接着,自耗电极被高能量的热电子不断熔化成滴,最后,熔化的金属溶滴掉落到激冷坩埚表面被凝固。同时,比重较轻的杂质和气体随着凝固的进行不断上浮或沉积于铸锭表面,从而使金属得到精炼。
在真空电弧熔炼过程中,自耗电极首先被局部熔化,整个铸锭可以认为是由若干个圆形横截面依次凝结构成。此外,根据熔炼过程中电弧的分布特征,可以认为此时将同时 存在轴向与径向温度场。
真空自耗熔炼过程温度场分布规律等特征,使其凝固与结晶组织主要表现出以下特点 :
第一,熔炼速度快。由于真空自耗熔炼过程中,熔池体积较小,这就导致凝固过程大的温度梯度的形成,大的温度梯度使金属熔液被迅速冷却而凝固。
第二,铸锭组织偏析倾向小。已经提到,真空熔炼速度较快,而在大的熔炼速率下,宏观偏析使较难产生的 ;另外, 现阶段多对钛及钛合金铸锭进行二次以上熔炼,此时,多次区域熔炼同样减小了枝晶内部与枝晶主干间的微观偏析。
第三,有利于易挥发性杂质的分离。在真空熔炼条件下,高蒸汽压金属杂质及气体很容易排除,这样,金属得到净化,综合性能得到提高。
第四,轴向与径向温度场分布使其凝固规程中,等轴晶形成倾向明显,大量等轴晶的形成又在一定程度上抑制了宏观偏析的产生。
1.2 真空自耗熔炼技术的发展
经过 50 多年的发展,VAR 技术日臻成熟,其代表性的进展主要体现在以下几个方面 :
1.2.1 大规格铸锭的批量化生产
由于电弧熔炼是一种批次生产工艺,若能增大铸锭尺寸,将会极大提高生产效率,产生一定经济效益。再者,随着近年来航空工业对于大型锻件需求的不断增强,高品质大铸锭的生产迫在眉睫。
当铸锭尺寸增大时,中心等轴晶区域将增大,此时宏观偏析与微观偏析都易产生。
可喜的是,诸多研究表明,通过改变钛及钛合金熔炼过程中中间合金的加入方式,合理控制熔炼电流以及适当调整单茨熔炼过程各阶段的熔炼电流大小,铸锭的偏析倾向都会较小,其综合性能也将提高。而在工业发达国家,大型尺寸铸锭的生产工艺已较为完善,目前可熔炼直径为 Φ1524mm, 质量达30t 的大尺寸铸锭,其 VAR 炉的吨位多在 8t~15t 之 间 ;相比之下,我国目前采用的 VAR 炉尺寸较小,20 世纪 90 年代增设了 6t VAR 炉,2002 年后,宝钛集团先后引进 4 台 10t 炉,西部钛业引进 2 台 8t 炉,西部超导也先后引进 4 台 8t 炉,钛及钛合金铸锭生产基本实现了大型化。
1.2.2 熔炼工艺参数的自动控制
真空电弧熔炼过程中,电极间隙是很重要的参数,它直接决定电弧长短与深度,影响熔炼过程中轴向温度场与浓度场分布和熔池深度,对铸锭组织宏观偏析有重要影响。因此,合理电极间隙的设定对获得良好性能铸锭的作用是显而易见的。
E.W.Johnonson 等人通过控制每秒内电极端部熔滴与熔池的瞬时短路次数在一定范围内,而达到电极间隙的较为精确的控制。后来,Kalman 过滤算法的使用加速了电极间 隙等参数自动控制过程的实现。熔炼速度直接决定铸锭组织与成分分布。Williamson等人综合考虑了电极热边界层、电极间隙、 电极行程位置和电极重量等参数,开发了动态熔速控制模型,实现了熔炼速率的自动控制。Carpenter Technology Corporation 的 VAR 熔炼实验表明 ,该模型可以在熔炼起始阶段,补缩阶段和电极尺寸发生变化时精确地控制熔炼速率。
1.2.3 供电方式的改变
早期,真空自耗熔炼采用非同轴供电,这样一来,一旦强大的电流通过电路,将产生很强的“杂乱”磁场,使熔炼过程变得不稳定。现代新型 VAR 炉都采用同轴供电方式,这将抵消外部磁场的影响,这对于改善铸锭质量较为有利。
1.2.4 计算机模拟技术的发展
较长一段时期内,对于钛及钛合金真空熔炼过程的温度场,仅仅只是感性认识,而对于其温度场的分布地数值特点, 仍不清楚。
近些年来,随着计算机模拟技术的发展以及人们对凝固理论的更深入认识,钛及钛合金真空自耗熔炼过程中温度场的数值解已趋于明朗。赵小花等通过有限元模拟法得出熔炼过程温度场的分布,以此为基础,分析了熔炼不同阶段熔池分布有最初的动态过程转变为稳态的递变规律。他们还模拟得到了熔炼速率与冷却条件对熔池温度场的影响,并且指出,熔池宽度和深度都与熔炼速率呈正相关,而冷却条件仅对 VAR 过程熔池达到稳态阶段的时间和铸锭高度略有 影响。对钛及钛合金熔炼过程中凝固组织的数值模拟,也取得了一些结果。张颖娟等人的结果表明,真空自耗熔炼钛及钛合金的组织仍然由表面细晶区,内部柱状晶和中心等轴晶构成。
且熔炼参数对三大晶区的位置和分布有影响。NW Timofeev 和寇宏超等人的研究共同表明,自然对流对真空电弧熔炼过程中柱状 晶 - 等轴晶转变 (CET Transition) 和晶粒尺寸影响较大,表现为促进 CET 转变。
真空熔炼过程中温度场与凝固组织的模拟对于技术人 员准确认识凝固过程以及后期工艺优化有重要作用。
2 电子束冷床炉熔炼技术
2.1 电子束冷床炉熔炼技术原理与特点
前已述及,通常情况下,真空自耗电弧熔炼可有效降低铸锭偏析,然而,当熔炼易偏析合金元素较多的金属时,宏观偏析与微观偏析仍会产生 ;且该技术必须用较大压力机制备组分分布较为均匀的自耗电极,这将造成电能的过度损 耗,降低能源利用率。
同时,由于真空熔炼速率较快,铸锭容易出现缩孔缩松等缺陷。
特别值得注意的是,当海绵钛中的碳、氮、氧等元素在大冷速下无法排出而滞留在铸锭内部时,将产生所谓的Ⅰ型 α 偏析,此类偏析增大了材料的脆性,可能导致材料发生无明显征兆的脆段,其后果极为严重。再者,真空自耗熔炼过程中,高密度夹杂很容易滞留于铸锭内部,使铸锭性能下降。
据美国联邦航空局的统计结果,1962 年 ~1990 年间, 美国共育 25 起飞行事故是由和熔炼工艺缺陷引起零件的失效和早期断裂引起的,其中最严重的当属硬 α 缺陷和高密度夹杂物。
遗憾的是,仅有 1/10000 的 硬 α 缺陷可以被检测出来。这就要求我们不断研究改进钛及钛合金熔炼工艺,减小甚至消除铸锭偏析,针对此问题,电子束冷床熔炼技术应运而生。
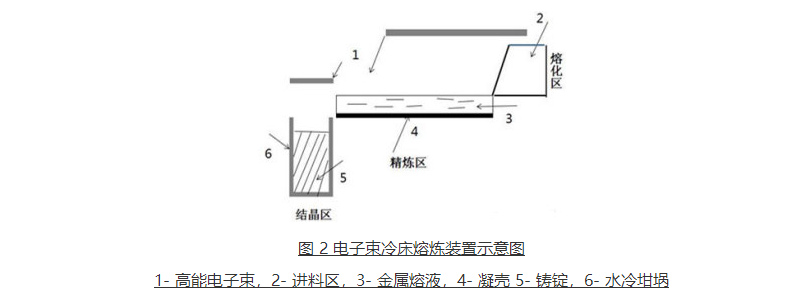
图 2 为电子束冷床熔炼工作示意图。电子束冷床熔炼由三个区域构成,即熔化区,精炼区和结晶区。在熔化区, 原料从垂直进料口,经高能电子束的轰击熔化后在重力作用下流入精炼区,由于电子束的持续轰击,熔体可在精炼区停留一定时间,在此阶段内,低密度杂质(LDI)与易挥发气体(如 H、Cl、Ca 等)上浮至熔池表面而被去除,而高密度杂质 (HDI)则被冷床底部的凝壳捕获,这样,熔体中的低密度与高密度杂质分别被分离与沉积,金属得到净化,最后,金属熔体滑落到结晶区在水冷坩埚器的冷却作用下凝固成圆形或扁形锭。
与真空自耗电弧熔炼相比,电子束冷炉床熔炼主要具有以下优点 :
第一,在进行电子束冷炉床熔炼时,原料未经压制电极而被直接加入熔炼装置,这简化了熔炼工序,降低了成本, 同时提高了生产效率 ;
第二,电子束熔炼过程中,合金液会在精炼得到充分净化,因此允许原料以合金残料的形式加入,废料回收利用率得到提高 ;
第二,精炼区的存在不仅使真空熔炼过程中无法去除的高密度夹杂得以沉降,而且,由于电子束冷床炉熔炼过程中, 真空度较真空电弧炉熔炼过程高至少一个数量级,这样,低密度气体也可以充分挥发溶解,使Ⅰ型 α 偏析大大减少,铸锭质量得到改善 ;
第三,除了圆柱形铸锭,此工艺还可生产空心锭,减少了管材的后续加工,而采用矩形板坯生产的铸坯用于板坯生产可提高金属收得率。
第四,由于在一次熔炼条件下合金熔体可以得到充分净化,省去了二次熔炼与三次熔炼,此外,原料的连续加入可实现一炉多锭,生产效率较真空自耗熔炼得到明显提高。
2.2 电子束冷床炉熔炼技术的发展
冷床炉技术在国外发展较快,应用较广,其中,以美国的冷床炉 熔炼技术最为成熟,1999 年,美国 Allavc 公司装备了全世界最大的 EB 冷床炉,最大锭重为 22.7t,可生产 860mm×1420mm 扁锭,且该铸锭可不经后续锻造而直接轧制成板材,采用单次熔炼工艺生产的 TC4 板材代替多次 VAR 板材产品,在军用以及民用领域均得到广泛应用。
成熟的熔炼工艺使电子束冷床炉熔炼技术在美国得到较好推广应 用,据了解,该技术产能约占美国钛及钛合金熔炼总产能的 45% ;而德国 DTG 公司 从 ALD 购买的1台 EB 炉最多可生产15t 的 铸 锭,日本友邦公司采用改造过的 1800kw 电子束冷床炉可生产尺 寸为 600mm×1350mm×2750mm 优质扁形纯钛铸锭。乌克兰 科学院巴顿焊接研究所研制的辉光放电冷阴极运用于电子束冷床炉时,可使生产效率提高 1 倍多,熔炼可在较低真空度甚至大气压下进行,可明显降低 Al、Sn、Mn 等高蒸汽压合金元素的烧损,实现复杂钛合金熔炼过程中组分的精确控制。
此外,巴顿所还掌握了直接添加大块未破碎的海绵钛进行熔炼的工艺技术、电子束表面熔修技术和电子束冷床炉熔炼空心锭技术。
我国的电子束冷床熔炼技术起步较晚,2000 年西北有色金属研究院购买了我国第一台电子束冷床熔炼炉,总功率 为 500kW,主要用于小型铸锭的生产 ;宝钛集团于 2005 年引进 2400kW 电子束冷床炉,可实现圆锭和扁锭的生产,其中,圆锭尺寸可达 Φ736mm,方锭尺寸可为,最大质量达 10t。
青海聚能 2012 年从美国引进的 44800kW 双工位电子束冷床炉,此为,目前国内功率最大的冷床炉,每年可实现 50000t 钛及钛合金铸锭的生产。
近些年来,对于电子束冷床炉熔炼工艺优化的研究主要集中在两个方面,一是从原料入手,开发合理的大块海绵钛直接成锭技术 ;第二,在电子束冷床炉熔炼过程中,蒸汽压高的元素如 Al 和 Sn 等容易挥发烧损,因此,减少易挥发元素的损失成为改善工艺的又一目标,以下将对这两方面的发展做以评述。
2.2.1 海绵钛剁直接成锭
相比于真空自耗熔炼,电子束冷床炉熔炼对于原料状态的要求较低。大块海绵钛剁直接成锭技术一旦成熟,海绵钛将不再需要破碎,会缩短工艺流程,节省熔炼时间。
乌克兰巴顿所在世界上首次研究开发出 0.7t 海绵剁的电子束冷床熔炼工艺,金属凝固过程中,钛剁被连续地进给到加热工作室进行预热,已除气和去除表面附着的挥发性杂质,接着在电子束的扫描下,不断熔化最后在水冷结晶器的冷却作用下凝结。
研究表明,海绵钛剁的熔炼速率与块状废料的熔炼速率相接近,而熔化海绵钛剁比熔炼粒度为 10mm~70mm 的破 碎海绵钛的损失率低 30%~40%,工艺经济指标提高 20%。生产的纯钛试验板坯组织均匀,无气孔,非金属夹杂等缺陷。目前,乌克兰亦掌握了重达 4t 海绵钛剁的直接成锭,但相关标准还未制定。
2.2.2 易挥发元素的烧损
已知电子束冷床熔炼过程中,真空度极低,这给易挥发金属元素(如 Al 和 Sn 等)的溢出创造了条件。合金元素的不断挥发,可能造成铸锭化学成分的偏差,影响合金的性能。
因此,电子束熔炼过程中高蒸汽压元素挥发机制的揭示对于实现合金元素精确控制方面有重要意义。
现阶段,对钛合金中最常见 Al 元素的挥发特点及其影响因素成为研究的重点。有研究结果表明,熔炼速率 对 Al 元素挥发有影响,当熔功率一定时,随着熔化速率由 70Kg/h 提高到 140kg/h,Al 元素挥发速率相应地由22% 降至 12%,毛小南等人的研究结果显示,当原料加入方式和其他熔炼条件相同的条件下,500Kw 冷床炉采用 100kg/h 的速率进行熔炼,TC4 合金的成分与国标作为接 近。电子束扫描频率作为熔炼关键参数,对 Al 元素的挥发也有影响。
随着电子束扫描频率的提高,熔池表面温差降低,Al 烧损量也在降低,这是因为,当表面温差较大时,熔池内部温度分布不均匀,Al 元素由局部过热区散失,而当熔池温差较小时,熔池各点温度分布较为一致,不易出现温度过高区域,此时,Al 元素的挥发也将不再明显。因此,适当提高电子束扫描频率,可以降低熔池表面温差,避免熔体局部过热,减少 Al 元素的挥发。
数值模拟方面,雷文光等人对于熔炼速率与 Al 挥发速率关系的研究结果与趋势较为一致 ;乌克兰的 Akhonin等建立了 TC4 合金在冷床熔炼过程 Al 元素挥发的动力学模型,结合质量能量平衡方程来研究熔炼速率,电子束功率等铸锭最终成分的影响,并通过实验验证了模拟结果的合理性。
目前,主要通过补偿法来避免熔炼过程中合金元素的损失,有结果表明,当 Al 元素加入量接近 7.3% 时,所熔炼 TC4 合金的化学成为最靠近名义成分 6% ;乌克兰巴顿所以合金成分挥发过程数学模拟结果为指导,优化了熔炼工艺,成功熔炼出直径为 Φ400mm 且符合 GOST 标准的 VT6 和 VT22 钛合金铸锭,此项研究意义重大,它借助理论研究成果,实现了合金挥发过程的精确控制,是此项技术未来发展的方向。
3 展望
综合以上分析可知,截止目前,钛及钛合金熔炼工艺已较为成熟,真空自耗电弧熔炼与冷床炉熔炼技术的配合使用,可有效减小铸锭偏析,杂质元素也得到较彻底清除,熔速的有效控制使铸锭内部缩孔缩松缺陷得以改善。随着工业对于钛材质量要求的不断提高,钛合金熔炼工艺仍需持续改进。
钛合金真空熔炼的理论研究主要集中在温度场,流场和浓度场对铸锭凝固组织与成分的影响,而凝固过程中电流, 电压等熔炼参数与铸锭组织与成分的演变关系尚不明确,然而,熔炼参数对于凝固过程影响规律的阐明对于真空自耗熔炼过程的自动化控制的实现起决定作用。
因此,接下来,熔炼参数与凝固组织成分对应关系的阐释很有必要,以此为基础,真空熔炼过程的自动控制也将成为研究的着力点。
电子束冷床熔炼技术虽已日趋成熟,但合金元素的损失挥发及氮元素偏析等缺陷仍然无法避免,这主要是由于理论研究方面相对匮乏导致的。而目前大部分研究集中在实验上。因此,后续理论的完善将对熔炼工艺的优化提供有力支撑。